דפינה העובד בכרסומת נעשית במרחב. הדפינה נעשית באמצעות אמצעי דפינה שונים. הבחירה בשיטת הדפינה ומיקום העובד תלויה בגורמים רבים, וביניהם צורת העובד ודרישות העיבוד. בשרטוט העובד נתונות המידות לייצור. על פי המידות הנתונות מגדירים את התנועות הנדרשות בתכנית G-code. מקובל לתת את המידות בשרטוט ממשטחי מוצא בכל אחד מהצירים ("משטח מוצא" פירושו שכל המידות בציר מסוים נתונות מאותו המשטח). קל יהיה לתכנת להכין את התכנית בהתייחס למידות הנתונות בשרטוט מבלי לבצע חישובים לתנועה. כדי שהמכונה תבצע את התנועות על פי משטחי המוצא שלפיהם ניתנו המידות בתכנית, עלינו להגדיר את משטח הצוצא לבקרה.
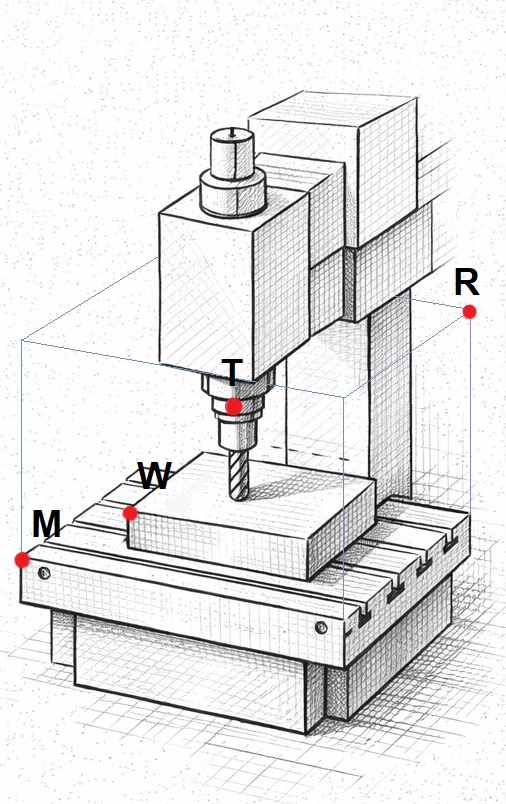
איור 1: הגדרת נקודות בכרסומת
נקודות ייחוס בכרסומת
1. בית מכונה -
M (Machine)
תיאור: משמשת כנקודת התייחסות של כל מערכות מדידת הדרך לתנועות המכונה במרחב העבודה, והיא נקודת "0" המשותפת של כל קואורדינטות המכונה. הנקודה מוגדרת בפרמטרים של הבקרה במרחקים בצירים XYZ מהרפרנס "R".
מיקום: נקודה נקבעת על ידי יצרן המכונה ואינה ניתנת לשינוי. הנקודה נמצאת בשולי מרחב העבודה: על שולחן הכרסומת בפינה השמאלית או הימנית של מרחב העבודה, כאשר השולחן נמצא במיקום מקסימלי של תנועת השולחן (בציר X ימינה או שמאלה ובציר Y לחזית המכונה).
2. נקודת מוצא רפרנס -
R (Reference)
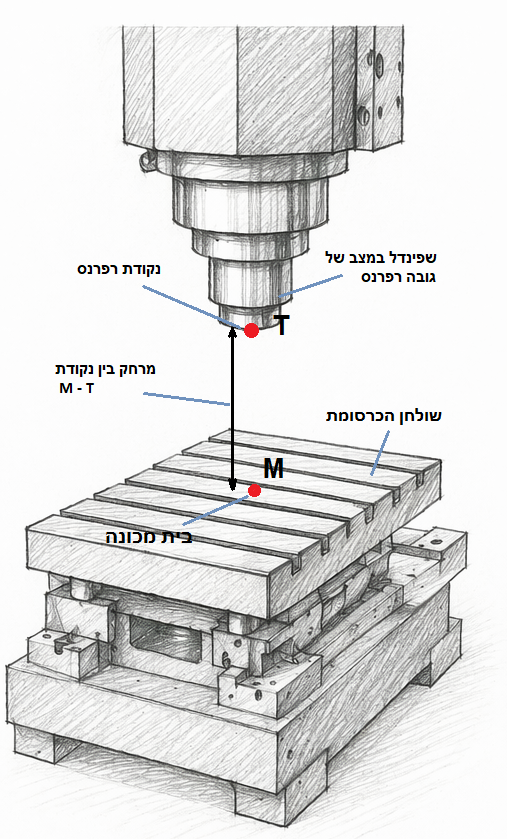
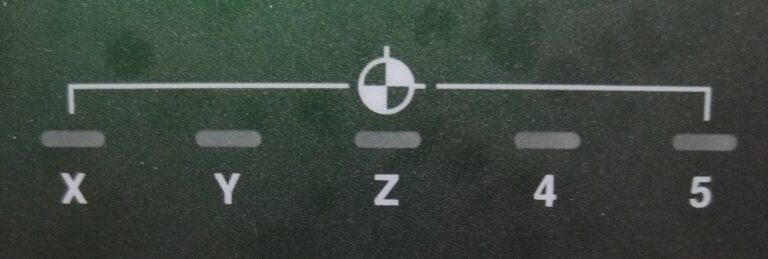
תיאור: הנקודה מיועדת לכיול של מערכות מדידת דרך/מיקום. כדי לאפס את מערכת הצירים של הכרסומת, היה עלינו להביא את מרכז השפינדל לנקודת "בית המכונה". היות שמעשית הדבר לא אפשרי או שאינו נוח, נקבעה נקודה אחרת שהיא נקודת המוצא R, וניגשים אליה על ידי לחיצה בלחצן הבקרה של הכרסומת. במסך רואים את מיקומי כל הצירים בפועל, כאשר הערך המוצג מתאים M "למרחק בין נקודת "אפס מכונהונקודת המוצא R (איור 2). ברוב המכונות, כאשר המכונה נמצאת בנקודה R נדלקות בלוח המכונה נורות שמתחתן יופיע סימן הרפרנס (איור 3). הערה: יש כרסומות שאין צורך לבצע בהן פעולה של הבאת הצירים לנקודת הרפרנס, שכן הכרסומת זוכרת את מיקום השולחנות.
מיקום: נקודה זו נקבעת על ידי יצרן המכונה ונמצאת בפרמטרים של המכונה. בציר Z , נקודת הרפרנס R נמצאת בגובה מקסימאלי של השפינדל בציר +Z (לא במקום החלפת הכלים, שהוא לרוב נמוך יותר). בציר X, זו הנקודה כאשר שולחן הכרסומת במצב של מקסימום ימינה או שמאלה. בציר Y, זו הנקודה כאשר השולחן במקסימום כלפי חזית המכונה ב-Y (במכונות של 5–4 צירים, לרוב גם ה-X וגם ה-Y נמצאים במרכז השולחן). כאשר נזיז את השפינדל בציר Z כלפי מטה, יופיע בצג המחשב תחת "MACHINE" בציר Z ערך התנועה ב-"R". כנ"ל לגבי הזזת השולחנות.
איור 2: מרחק בין נקודה M לנקודה T
איור 3: סימון נקודות רפרנס בלוח הבקרה
3. נקודת "0" של הכלי (ייחוס מחזיק כלי) -
T (Tool)
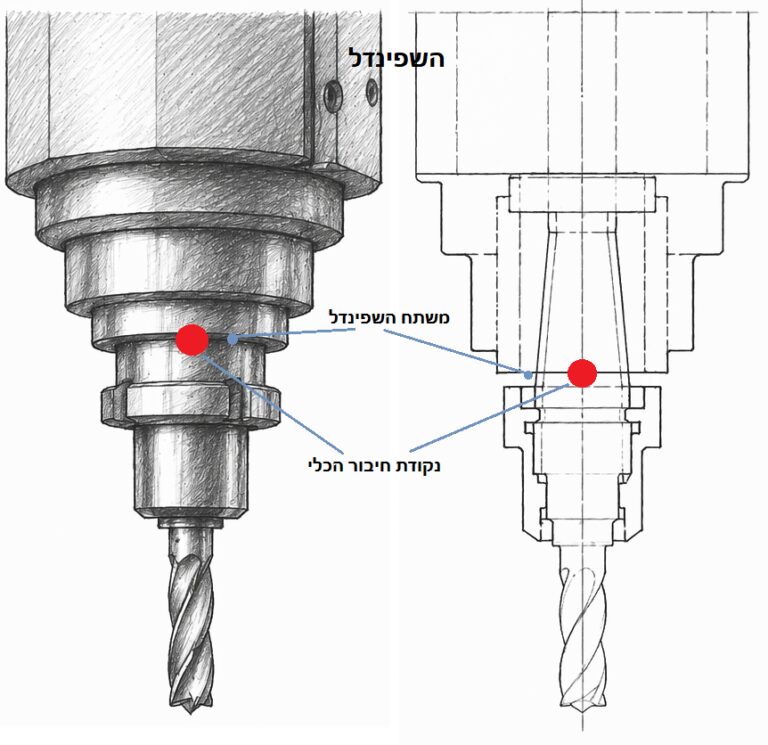
תיאור: זוהי הנקודה של התחברות מחזיק הכלי למכונה. הנקודה נעה עם הכלי (השפינדל) בציר Z. נקודה זו מוכרת למכונה ונמצאת בפרמטרים של המכונה, וממנה ניתנות מידות הכלי בטבלת הכלים (offset tool) לצורך פיצוי אורך כלי בתנועה בציר Z.
מיקןם:נקודה נמצאת בתחתית השפינדל, בחיבור של מחזיק הכלי בשפינדל (איור 4).
איור 4: חיבור של מחזיק בשפינדל
4. נקודת "0" של העובד -
W (Work)
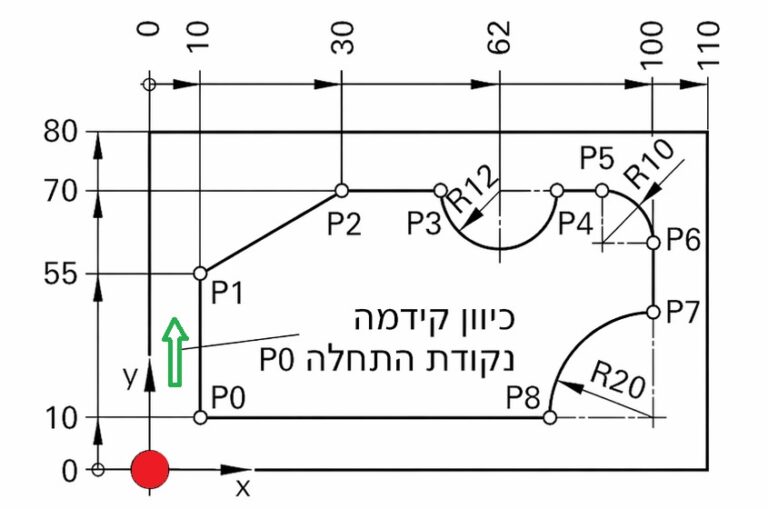
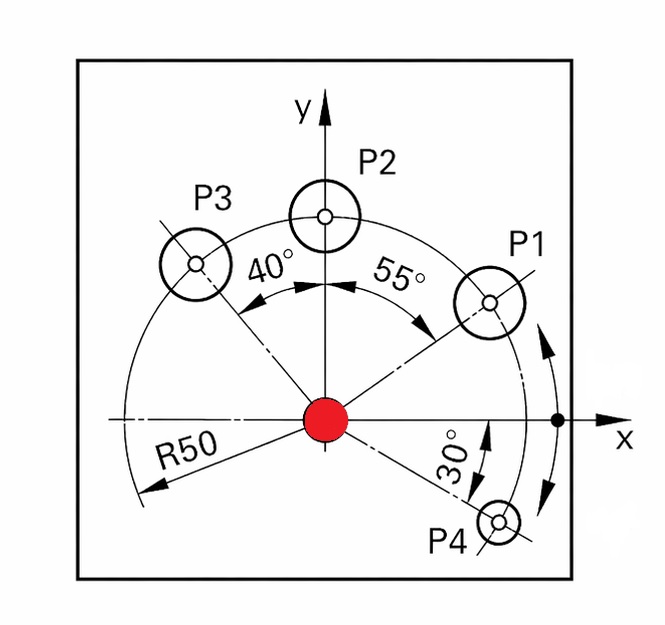
תיאור:בתכנות גיאומטריית העובד, כלת המידות חייבות להיות מיוחסות לנקודת ה-"0" של המכונה. מכיוון שהגדרת התנועה בתכנית מנקודה זו היא מצד אחד מסורבלת ודורשת חישובים, ומצד שני בשיטה זו לא יהיה כל קשר בין הנכתב בתכנית לבין המידות בשרטוט, ויהיה קשה לאתר את מיקום הכלי במרחב העבודה בקלות, קובעים נקודה אחרת שנקראת "0 עובד", משם נתונות כל המידות בתכנית.
מיקום:נקודה זו מסומנת בשרטוט בסימן W והיא היחידה שאותה קובע התכנת על פי שיקולי תכנות ודפינת העובד. נקודה זו מתייחסת למיקום העובד במרחב העבודה שממנו ניתנות בתכנית המידות לתנועה. המתכנת לרוב קובע נקודה זו במשטחי המוצא של העובד, מהם נתונות רוב המידות: בפינה של משטחי המוצא למידות (איור 5) או במקרים של מרכז מעגל ממנו המידות נתונות (איור 6).